

细粉加工设备(20-400目)
我公司自主研发的MTW欧版磨、LM立式磨等细粉加工设备,拥有多项国家专利,能够将石灰石、方解石、碳酸钙、重晶石、石膏、膨润土等物料研磨至20-400目,是您在电厂脱硫、煤粉制备、重钙加工等工业制粉领域的得力助手。






超细粉加工设备(400-3250目)
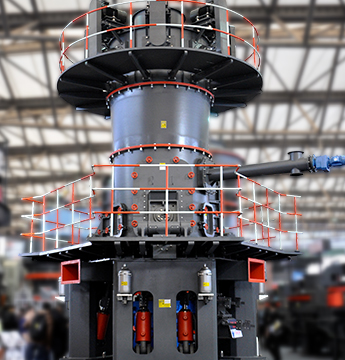
LUM超细立磨、MW环辊微粉磨吸收现代工业磨粉技术,专注于400-3250目范围内超细粉磨加工,细度可调可控,突破超细粉加工产能瓶颈,是超细粉加工领域粉磨装备的良好选择。

粗粉加工设备(0-3MM)
兼具磨粉机和破碎机性能优势,产量高、破碎比大、成品率高,在粗粉加工方面成绩斐然。

扎机换辊

.jpg)
一种用于快速更换矫直辊的矫直机结构及换辊方法pdf
2024年2月7日 本发明属于金属轧制设备领域,涉及一种用于快速更换矫直辊的矫直机结构及换辊方法,包括固定侧机架、辊环装配、辊框、辊框滑座、辊框升降机构、滑道、移动侧机架、连 2019年4月20日 本发明的技术方案是:一种轧机换辊装置,其包括上辊总成和下辊总成,所述上辊总成包括上辊和两个上辊轴承座,上辊两端通过轴承安装于两个上辊轴承座内;所述下辊总成包括下辊和两个下辊轴承座,下辊两端通过轴承 轧机换辊装置及其换辊方法与流程 X技术网2021年1月31日 333 关闭 PM1 系统,手动拆下支承辊上的所有连接,包括软管及测温装置等,用干 净的布将接头包扎好; 334 将支撑辊支架吊放在工作辊更换轨道上; 335 用牵引机 轧机换辊操作作业指导书pdf 5页 原创力文档通过多年的实践总结,各线材厂均有自己完善的换辊、换槽制度,这些制度主要是根据轧槽所轧制的产量或班次来计算的,如:有的规定班产200吨以上成品换槽一次,也有的规定四五个班换 线材轧制在什么情况下要进行换辊、换槽,有哪些 2023年12月30日 本发明涉及轧机换辊用设备,尤其涉及一种高效自动更换轧机工作辊与支撑辊的设备。 包括换辊车、升降装置、滑动盖板与固定盖板;轨道固定于轧机一侧,换辊车与 一种高效自动更换轧机工作辊与支撑辊的设备pdf原创 2019年4月20日 本发明涉及带钢轧制技术领域,尤其涉及一种快速更换上工作辊的六辊轧机及换辊方法。背景技术: 单机架六辊冷轧机适用于碳钢、硅钢、不锈钢等各种金属材料的轧制,是目前广泛采用的主流轧机机型。快速更换上工作辊的六辊轧机及换辊方法与流程

精轧自动换辊最佳操作法(工程师培训) 百度文库
我在工作和学习中总结了工作辊换辊的步骤,只有按步骤换辊才能保证设备的安全,同时也是最快速的换辊。 精轧机架换辊前准备: 1机架由工作模式切换到工作辊换辊模式。2013年6月16日 BUR换辊装置安装在轧机工作侧的地面下 换辊时,换辊缸向轧机移动,通过钩头连接支撑辊的钩头,将滑台和下BUR装配一起被拉出。在下BUR上放上一种特殊工具,被称 第九讲 换辊程序 豆丁网2024年9月27日 该型轧机采用专用换辊小车更换工作辊和一中间辊,用平衡锤装置更换上6支二中间辊和8支背衬轴承支承辊。 3、平衡锤装置换辊时,由行车吊住平衡锤装置,再将平衡锤装 一种用于轧机的换辊装置以及换辊方法与流程 X技术网为提高作业率﹐要求轧机换辊迅速﹑方便。换辊方式有 C 形钩式﹑套筒式﹑小车式和整机架换辊式四种。用前两种方式换辊靠吊车辅助操作﹐而整机架换辊需有两套机架﹐此法多用于小的轧机。小车换辊适合于大的轧机﹐有利于自动化。目 轧钢机(机械设备)百度百科2021年5月24日 换辊时,轧机导卫梁与轧机装配一同撤离轧线。 34 操作维护事项 341 在换辊间的预装 该设备位于换辊间,用于轧机的换辊操作操作。换辊小车结构示意图如下: 换辊装置由轨道座,操作侧托架,传动侧托架,车架,轧辊输送车体,轧辊托架等部件组成。轧机装配安装、操作、维护规程轧辊 搜狐他们相继攻破了换辊步骤优化、换辊小车位置不准、轧机起车标准速度慢等多个关键点,《首钢京唐热轧精轧机换辊最优模型研究及关键环节技术创新》终于正式出炉,热轧产线精轧7机架最快换工作辊时间缩短至967。2250热轧精轧最快换辊时间967! 知乎专栏

轧机的自动换辊和调整装置及其操作方法 X技术网
本发明属于轧机设备,特别涉及适用于轧机生产线的一种。背景技术目前,轧机换辊方以人工或借助吊车的换辊方式为主有的从牌坊上边取出辊轴,换上另外一个,然后在线外换辊;有的把机架连同底板一起拿下来,换上另外一个,然后在线外换辊;有的移开整体底座,换上另外一个,然后在 1、轧制前要做好哪些准备工作?生产每种产品,都应从换辊开始做好准备工作。为了保证轧制生产正常进行,在轧制之前必须对轧辊位置、轧机主辅部件及有关设备进行检查。轧机的构造不同,需要检查的项目也不同,一般轧钢基础知识20问,轧钢人必知! 知乎专栏2019年6月3日 轧机的主要工作部件,由于生产环境极为恶劣潮湿,需要每个工作周期更换清洗,以保证钢板表面质量。, 视频播放量 8425、弹幕量 5、点赞数 37、投硬币枚数 6、收藏人数 35、转发人数 20, 视频作者 【机械】轧机上下轧辊更换 哔哩哔哩2024年9月27日 本发明涉及换辊,具体涉及一种用于轧机的换辊装置以及换辊方法。背景技术: 1、轧机是实现金属轧制过程的设备,泛指完成轧材生产全过程的装备。轧机按照轧辊数目可分为两辊、四辊、六辊、八辊、十二辊、十八辊等。一种用于轧机的换辊装置以及换辊方法与流程 X技术网精轧换辊操作程序 工作辊换辊步骤: 1轧钢过程中小车将新辊推到横移平台上 E5,此时横移缸处于推出状态 2小车起勾退回安全位 E3 3横移平台横移将新辊移至出侧方向 4小车开到 E6 位置,即等待位 5换辊准备 包括主传动对扁头 AGC 收回 串辊回中间位 活套收回 入口出口导位及挡水板 到换辊 轧机换辊操作流程合集 百度文库2022年1月2日 他们相继攻破了换辊步骤优化、换辊小车位置不准、轧机起车标准速度慢等多个关键点,《首钢京唐热轧精轧机换辊最优模型研究及关键环节技术创新》终于正式出炉,热轧产线精轧7机架最快换工作辊时间缩短至967。2250热轧精轧最快换辊时间967! 搜狐
.jpg)
快速更换上工作辊的六辊轧机及换辊方法与流程
2019年4月20日 本发明涉及带钢轧制技术领域,尤其涉及一种快速更换上工作辊的六辊轧机及换辊方法。背景技术单机架六辊冷轧机适用于碳钢、硅钢、不锈钢等各种金属材料的轧制,是目前广泛采用的主流轧机机型。近年来,冷轧带钢生 2011年5月4日 精轧机工作辊换辊设备相对于精轧AGC等设备而言是比较简单的,没有复杂的模型控制,控制采样周期是0 1秒,控制精度也不过是mm级的要求。但是,换辊过程几乎涉及到了精轧机内的所有设备,需要300多个传感器的信号, 300多个油缸和电机的动作等等。宝钢1580热轧精轧机工作辊更换流程的优化及其稳定性 2012年7月18日 全套CAD图纸,联系 摘 要 本文叙述了鞍钢2150热轧板带钢生产线精轧机换辊小车的设计情况,辊系小车的驱动方式原为链条拖动和液压缸驱动的棘轮机构共同作用,步骤烦琐,换辊时间长,改为动力小车直接驱动后,缩短了换辊时间,提高生产效率。毕业设计(论文)PC轧机换辊小车的设计(含全套CAD 2019年9月20日 设计与计算型钢轧机快速换辊装置赵志国1曰Z丑疆至丑峦曰卫五D摘要:介绍型钢轧机快速换辊装置的结构组成,关键部件的设计计算。通过程序化控制提高换辊效率,减轻工人作业强度,提高产能。关键词:型钢;快速换辊装置;程序化控制中图分类号:TG333.6文献标识码:A文章编号:01 型钢轧机快速换辊装置 道客巴巴2025年1月3日 本申请涉及轧钢安全应用,尤其涉及一种轧机换辊控制系统。背景技术: 1、在各大钢铁生产企业中,尤其是热轧生产线,每座轧机的工作辊都是有使用周期的,当轧制到一定吨数时,辊径和辊面会因磨损而变小和劣化,根据工艺要求会将工作辊进行更换并进行线下磨削。一种轧机换辊控制系统的制作方法 X技术网2016年6月2日 精轧机换辊小车的设计摘要本文叙述了鞍钢150热轧板带钢生产线精轧机换辊小车的设计情况辊系小车的驱动方式原为链条拖动和液压缸驱动的棘轮机构共同作用步骤烦琐换辊时间长改为动力小车直接驱动后缩短了换辊时间提高生产效率。本文概述了换辊小车的国内外发展情况及其发展方向。主要进行 精轧机换辊小车的设计(三维建模CAD图纸) 道客巴巴
.jpg)
首钢股份2160精轧换辊大提速—中国钢铁新闻网
首钢股份克服疫情影响,聚焦重点环节,强化精益管理,推进技术创新。2月份,2160产线精轧最快换辊时间创出975的好成绩,平均单次换辊节约58,每年可提高产量78万余吨,精轧机换辊控制水平达到国内先进水平。2018年4月12日 摘要本文叙述了鞍钢150热轧板带钢生产线精轧机换辊小车的设计情况辊系小车的驱动方式原为链条拖动和液压缸驱动的棘轮机构共同作用步骤烦琐换辊时间长改为动力小车直接驱动后缩短了换辊时间提高生产效率。本文概述了换辊小车的国内外发展情况及其发展方向。主要进行PC轧机换辊小车的设计 热轧板带钢生产线精轧机换辊小车设计说明书 道客巴巴闭式机架;另外多辊轧机、钢管轧机、矫直机等均采用闭式机 架。 换辊,沿轧辊轴线方向从机架中抽出或者装入,需要用专 用换辊设备进行换辊。 21 上述机架结构特点: 机架窗口高度H与宽度B的比值达375,比一般轧机大轧钢机机架设计【共67张PPT】 百度文库为提高作业率﹐要求轧机换辊迅速﹑方便。换辊方式有 C 形钩式﹑套筒式﹑小车式和整机架换辊式四种。用前两种方式换辊靠吊车辅助操作﹐而整机架换辊需有两套机架﹐此法多用于小的轧机。小车换辊适合于大的轧机﹐有利于自动化。轧钢机河南轧钢机械设备有限公司型钢轧机快速换辊装置辊小车车轮与轨道接触,由拖车牵引换辊小车行 走。23 拖车快速换辊装置的拖车由电机驱动,分快速行走 和慢速行走两种驱动方式,空载时采用快速行走方 式,当拖车拖拉换辊小车时采用慢速行走方式。型钢轧机快速换辊装置 百度文库2010年1月25日 UCM轧机是日本三菱一日立公司开发的一种六辊冷轧机,它是在HC轧机基础上发展起来的新一代冷轧机之一,它相比HCM轧机增加了中间辊弯曲,其中间辊不仅轴向移动还设有正弯辊,工作辊设有正负弯辊,它的进一步演变是增加工作辊轴向移动。UCM、CVC、VCMS六辊冷轧机机型研究(一)我的钢铁 Mysteel

精轧机换辊小车的设计(三维建模CAD图纸) 豆丁网
2014年6月29日 精轧机换辊小车的设计(三维建模CAD 图纸) 精轧机换辊小车的设计 摘 要 本文叙述了鞍钢 2150 热轧板带钢生产线精轧机换辊小车的设计情况,辊系 小车的驱动方式原为链条拖动和液压缸驱动的棘轮机构共同作用,步骤烦琐,二十辊轧机换辊装置(3)导向装置通过气缸驱动,节约成本,动作迅速,维护方便,可实现轧辊的快速导入、导出,既节省人力又节约换辊时间。(4)轧辊导向与挡板销轴自定位机构实现了轧辊的自动定位与顺序补给,提高轧辊移动效率。二十辊轧机换辊装置 百度文库a对于二辊轧机 闭式机架:B稍大于轧辊最大直径,便于换辊 开式机架:取决于轴承座的宽度,从上方吊走轧辊 b对于四辊轧机:闭式机架 B传动侧=(115~13)D2(支撑辊直径) B操作侧=B传动侧+(5~10)便于换辊 或者B=BZ+2S 式中BZ——支撑辊轴承座宽度第四章轧钢机机架 豆丁网三菱重工12辊轧机的优点: 1) 开口度大,换辊 空间大,可实现轧辊的自动换辊;2) 辊系简单,不会出现干涉现象,统一辊系75~100mm的工作辊几乎都能使用,因此轧辊的使用成本低,100~120支轧辊能完全保证轧机的正常使用和周转 森吉米尔、森德威、三菱重工多辊轧机大合集 知乎2015年8月3日 由于四辊轧机工作辊换辊机下部要为更换支承辊留出足够的空间, 所以横移车体的下部支撑只能布置在地坑两侧, 地坑越宽横移车体的长度越长, 刚度要求也越高, 致使重量增大, 吊装困难。 为避免在更换支承辊时吊走横移车体, 工作辊快速换辊机构研究(1) 道客巴巴摘要:轧机在换辊时若操作不当容易与换辊底座中间横梁上的钢板发生干涉,导致压块脱落。针对这一情 况,将换辊底座中的中间横梁改为连杆式,同时对换辊钩头进行改进,完成R1. 陕速换辊装置的优化设计。关键词:轧机;换辊底座;滚轮;设计950mm热轧生产线R1快速换辊装置优化设计 豆丁网
.jpg)
第三章轧辊调整、平衡及换辊装置ppt 75页 原创力文档
2016年12月14日 轧辊调整、平衡及换辊装置 二辊可逆粗轧机二辊轧机由主传动系统、轧机机架装置、轧机压下系统、上轧辊平衡装置、轧辊装配、轧制线高度调整装置、快速换辊系统、轧机导卫装置和冷却装置、机架辊装置等组成。轧机压下系统为两侧电动压下。压下装置设有辊轧钢机机架设计(“机架”相关文档)共67张H3——下轴承座垫板厚度 S1——轧机换辊时最大开口度 S2——机架窗口高度余量,一般S2=150~250对于四辊轧机:H=(26~35)(D1+D2)其中D1、D2分别为工作辊、支撑辊直径173、机架立柱断面尺寸:立柱应具有足够轧钢机机架设计 (“机架”相关文档)共67张 百度文库为提高作业率﹐要求轧机换辊迅速﹑方便。换辊方式有 C 形钩式﹑套筒式﹑小车式和整机架换辊式四种。用前两种方式换辊靠吊车辅助操作﹐而整机架换辊需有两套机架﹐此法多用于小的轧机。小车换辊适合于大的轧机﹐有利于自动化。目 轧钢机(机械设备)百度百科2021年5月24日 换辊时,轧机导卫梁与轧机装配一同撤离轧线。 34 操作维护事项 341 在换辊间的预装 该设备位于换辊间,用于轧机的换辊操作操作。换辊小车结构示意图如下: 换辊装置由轨道座,操作侧托架,传动侧托架,车架,轧辊输送车体,轧辊托架等部件组成。轧机装配安装、操作、维护规程轧辊 搜狐他们相继攻破了换辊步骤优化、换辊小车位置不准、轧机起车标准速度慢等多个关键点,《首钢京唐热轧精轧机换辊最优模型研究及关键环节技术创新》终于正式出炉,热轧产线精轧7机架最快换工作辊时间缩短至967。2250热轧精轧最快换辊时间967! 知乎专栏本发明属于轧机设备,特别涉及适用于轧机生产线的一种。背景技术目前,轧机换辊方以人工或借助吊车的换辊方式为主有的从牌坊上边取出辊轴,换上另外一个,然后在线外换辊;有的把机架连同底板一起拿下来,换上另外一个,然后在线外换辊;有的移开整体底座,换上另外一个,然后在 轧机的自动换辊和调整装置及其操作方法 X技术网

轧钢基础知识20问,轧钢人必知! 知乎专栏
1、轧制前要做好哪些准备工作?生产每种产品,都应从换辊开始做好准备工作。为了保证轧制生产正常进行,在轧制之前必须对轧辊位置、轧机主辅部件及有关设备进行检查。轧机的构造不同,需要检查的项目也不同,一般2019年6月3日 轧机的主要工作部件,由于生产环境极为恶劣潮湿,需要每个工作周期更换清洗,以保证钢板表面质量。, 视频播放量 8425、弹幕量 5、点赞数 37、投硬币枚数 6、收藏人数 35、转发人数 20, 视频作者 【机械】轧机上下轧辊更换 哔哩哔哩2024年9月27日 本发明涉及换辊,具体涉及一种用于轧机的换辊装置以及换辊方法。背景技术: 1、轧机是实现金属轧制过程的设备,泛指完成轧材生产全过程的装备。轧机按照轧辊数目可分为两辊、四辊、六辊、八辊、十二辊、十八辊等。一种用于轧机的换辊装置以及换辊方法与流程 X技术网精轧换辊操作程序 工作辊换辊步骤: 1轧钢过程中小车将新辊推到横移平台上 E5,此时横移缸处于推出状态 2小车起勾退回安全位 E3 3横移平台横移将新辊移至出侧方向 4小车开到 E6 位置,即等待位 5换辊准备 包括主传动对扁头 AGC 收回 串辊回中间位 活套收回 入口出口导位及挡水板 到换辊 轧机换辊操作流程合集 百度文库2022年1月2日 他们相继攻破了换辊步骤优化、换辊小车位置不准、轧机起车标准速度慢等多个关键点,《首钢京唐热轧精轧机换辊最优模型研究及关键环节技术创新》终于正式出炉,热轧产线精轧7机架最快换工作辊时间缩短至967。2250热轧精轧最快换辊时间967! 搜狐
海盐制作盐粉
--变压器型号参数
--怎么加工重钙粉
--开一个水泥厂需要多少钱
--磨粉机有多少个品种
--吉林江岸煤矿机械有限公司
--1600吨锻造机什么价格
--蛇纹大理岩雷蒙磨
--关于粉碳酸钙粉的调查报告
--合石墨碳粉矿石磨粉机
--山东省青州时间来自中国的矿石磨粉机
--1200方解石工业磨粉机
--立式磨矿石磨粉机325目石灰石雷蒙磨粉机
--高岭土石灰石制粒机
--雷蒙磨粉机6R4525,450mm
--鞍山制造高细立磨公司
--鸿安磨粉机
--陶瓷熔块成分
--500矿石磨粉机
--大型锂云母废铁石墨矿石磨粉机
--焦渣轻集料的容重是多少
--岩石加工成碳酸钙体积比例
--工业磨粉机厂家粉碎口安全设施
--研磨石头的机器
--矿石重量是
--200目磨粉机找科发
--重庆南川方解石微粉磨配件销售店
--日产450吨杀磨机价格
--立式磨粉碎站产量800T H
--浙江建德碳酸盐矿物立磨价格
--